
Sheet metal is extremely handy for all kinds of jobs since it’s so easy to work with. You can do a lot with only a handful of tools.
Even still, it can be pretty easy to mangle if you don’t use the right technique.
Here are a few tips that will let you make accurate, clean, and professional-looking bends when you’re working with sheet metal.
Table of Contents
Know What Materials Are Good For Bending
Some materials are more malleable than others. That means that some will bend, whereas others will weaken and crack. For less malleable materials, it might be practical to heat up the workpiece to reduce the risk of cracking.
Here are some common materials that you might run into in sheet form and some information on how easy they are to bend without cracking.
| Mild Steel | This is very malleable, and you should be able to bend it cold without problem |
| Spring Steel | Very bendable when fully annealed. You’ll need to heat treat it again to get it to perform like spring steel once it’s formed in the shape you want. If you try to bend it when it’s hardened, it’ll probably snap. |
| Annealed Alloy Steel | Wildly variable, unless you know the exact alloy. 4140 is usually pretty malleable, In general, you’ll always want it to be annealed if you’re planning on bending it or else it’ll crack. |
| 6061 Aluminum | Miserable to bend, cracking is very common and cold bending will always weaken the metal. Proper bending can be done with annealing the aluminum first, although it’s not an ideal candidate for formed parts. |
| 5052 Aluminum | Highly formable, and one of the best kinds of aluminum to bend. Typically cracking or fatiguing is not an issue unless it needs to be unbent and reworked, but that’s pretty common of almost any malleable metal. |
| Copper | Super malleable, very easy to bend. |
| Brass | Formability will be affected by how much zinc there is in the alloy – the higher the zinc, the less malleable to brass. For simple bends in sheet metal it’s usually not a problem, but for something more complicated you may need to use heat to soften it up. |
| Bronze | Generally stiffer and more likely to crack. Use heat to improve formability. |
| Titanium | This is strong stuff, so you’ll need to be careful not to break your tools. To avoid cracking it, use a larger internal bend radius that you would for other metals. It also has a low modulus of elasticity, so you’ll need to overbend it considerably so it springs back in the shape you want. |
Don’t Bend to a Sharp Internal Corner
If you bend to a sharp inside corner with sheet metal, you’ll be adding a ton of internal stresses. Even on malleable materials, you can end up cracking the metal at the bend, or weakening it to the point where it’ll break with minimal force.
The solution is to have a radius on the tool that you’ll be using to bend the metal. This will prevent cracking or weak spots.
Here’s a good rule of thumb for most materials:
The inside bend radius should be equal to the thickness of the material that you’re forming.
In other words, if you’re bending 1/8″ sheet, use a tool with a 1/8″ radius to form the inside of the bend. If you’re bending 0.020″ thick material, use a 0.020″ radius.
However: For most applications with stainless steel or aluminum, you can get away with a zero radius bend on anything under 0.050″ thick. It just won’t really be at maximum strength.
If you’d like to achieve the absolute maximum strength in the bends, here’s a chart for aluminum and stainless that is currently used by the aerospace industry for their flying tin cans:
Keep in mind that this is for maximum strength only; you can definitely go less that this, it just won’t be as strong. If nothing else, you can see how much grade of metal and the current heat treat condition affects what you can do with it.
Use a Bend Allowance
If you want to do any kind of semi-precision work where the flange length or distance between bends is somewhat correct, you’re going to need to account for bend allowance.
This is a little less important when you’re doing a single bend and you’re going to trim anyway. Otherwise, you should calculate this.
Since metal is being pushed, pulled and stretched when you bend it, calculating bend allowance will give you more reliable numbers to work from when you’re laying out a flat sheet.
There are a few factors that come in to play for this – for example, the thickness of the material, the size of the internal radius, etc etc etc…
Rather than demonstrate how to calculate it yourself, I just built a calculator to do it for you. That’s what computers are for.
Now here’s some info to decode what this means:
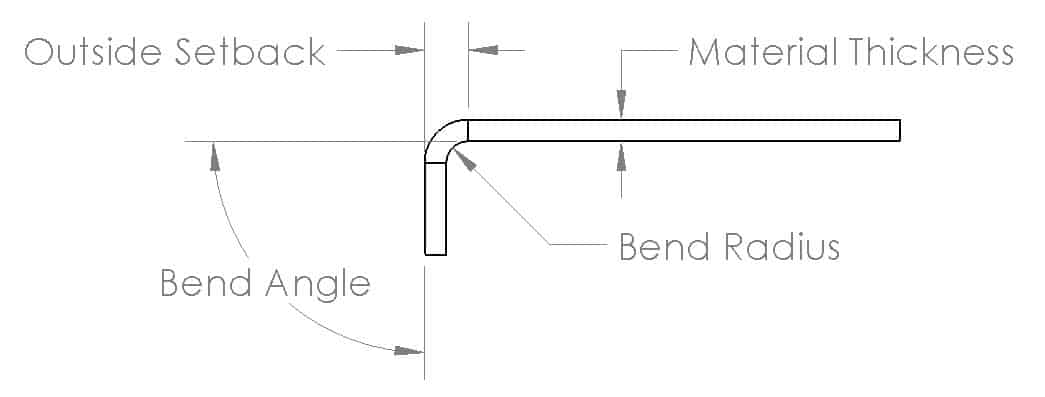
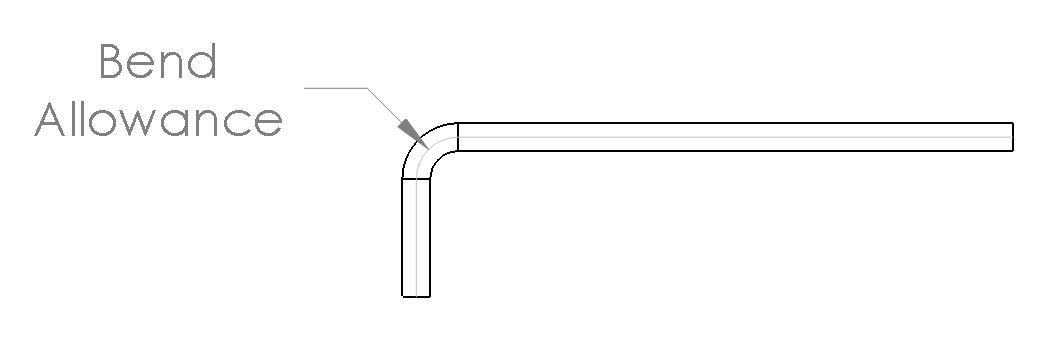
Bend Allowance is basically a compensation for what happens to the material as it’s stretched and formed from a flat pattern into a proper bend. Calculating this value will let you know how much of a flange you’ll be left with once you’ve made the bend.
Now to see what this same part would look like as a flat pattern, here’s another diagram:
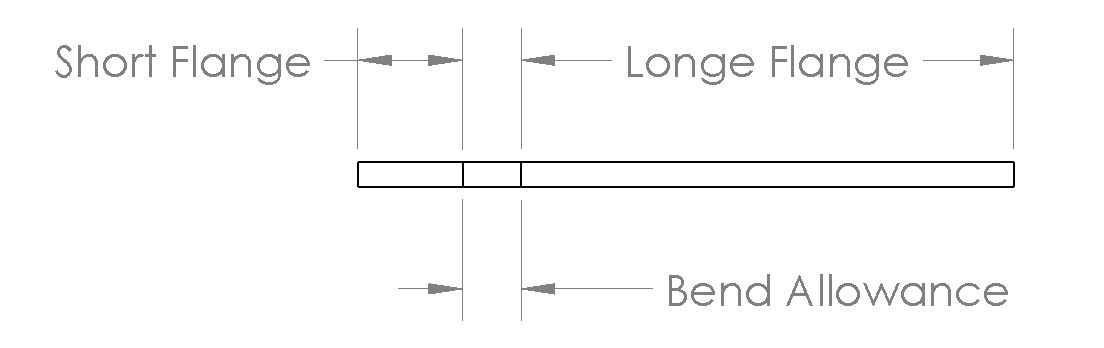
So by knowing how much material the bend is going to consume, we can work out exactly where to place the bend.
Keep in mind, though, that there are several variables that make this calculation’s accuracy a challenge if you’re looking for extremely high precision. For example, the exact hardness and temper of the metal will change the K factor of the bend, and this will have a small influence on the amount of material needed to achieve the correct flange lengths.
Overall, though, this is a great way to get really accurate bends.
Use Heat for Heavy/Thick Bends
There are a few things that you can do with heat. The most important two are annealing and hot forming.
This is practical for materials that don’t like to be bent without cracking or serious force. Spring steel or 6061 aluminum are some examples.
Annealing
Annealing is a way of softening metal – it makes it more malleable. This is most commonly used for carbon steels, but it can also be effective (although a bit trickier) for other materials, like certain grades of aluminum.
Steel
For carbon steels, this is practical when this metal has a high enough carbon content to be heat-treatable. There’s really no reason to do this with something like mild steel.
To do this with steel, you want to heat up the steel until it’s a nice cherry red, and then cool it as slowly as possible. For most steels, this means no more than about 70 F per hour.
This can be tough with smaller pieces especially. So here’s a trick:
Get some really dry sand. If you’re using something like playground sand then cook it for a while to get rid of any moisture.
Get a bigger block of steel and heat it up bright cherry red, then bury it in the sand. This will let the sand warm up.
Then heat up your smaller piece, and once you’re up to temp, put it alongside the bigger piece of metal. All than nice warm snuggling between the two materials will keep the smaller piece from cooling too quickly. Let it sit a few hours (or overnight) and you’ll have a nice, annealed, malleable piece of steel.
Of course, if you have a heat treating oven or a kiln, there’s no need for the farmyard approach. Just let it cool in the cooker with the door closed.
Aluminum
This only works for the heat treatable grades, like 6061 or 7075. To be honest, this can be pretty tricky stuff to anneal, but I learned a really cool trick that works (almost) every time, guaranteed!
For this to work, use an oxyfuel torch. Start off by lighting the torch with acetylene only (or whatever fuel you have). This will make a nasty, black smoke flame. Cover the piece of aluminum with the soot until it’s black.
Then turn on your oxygen to get a regular flame, but keep it a little smaller than you normally would. Use a rosebud tip if you have one. The trick here is to not melt the aluminum, but for this to work you need to get really close to that melting temp.
Heat up the metal slowly, feathering the torch back and forth until the soot burns off. That’s how you know that the aluminum is at the right temperature.
Now let it cool slowly. You can either do this by holding the torch further and further away, or by using that hot snuggle method (pretty sure that’s the technical term… HSM?) mentioned before. If it cools too rapidly, or if you quench it, the aluminum will get really brittle.
Now the aluminum is really malleable. If you need to “harden” it again after you’re done working it, it’s a little trickier without a proper heat treating oven. Heat it up to 1000 F, let it soak at that temperature for about an hour, then water quench it. To age it (kinda like tempering almost), heat it up to 400 F, soak it for an hour, then let it air cool.
Hot Bending
Nothing complicated here, just heat it up ’till it’s red (if it’s ferrous) and bend it. Just be aware that this will significantly mess up any heat treatment, so you might need to redo it if it really does need the hardness.
This obviously can be tricky for long thin pieces, since it’ll cool off as soon as the heat source is gone. But if you’re making something like a little project, it can reduce the risk of cracking in most metals.
This also works great for certain plastics, like acrylic.
Protect the Surfaces
Bending metal can really scratch up the surfaces, so if you’re doing something that needs to look pretty, it’s worth taking a few extra minutes to protect them.
The easiest way to do this is to just put masking tape anywhere that’s going to be in contact with something hard.
If the metal is still getting scratched up, you can either put on a few layers of masking tape, or use wood blocks (like 2×4’s or something) to sandwich the part for bending as you tap away on it with a mallet – the wood will be soft enough to not damage the surface as long as there aren’t any metal shavings/hard things on it.
Use a Brake
For the cleanest bends, you’re best off using a brake. You can bend the sheet in a clean, continuous motion, and the metal won’t be warped or wavy.
Most people don’t have one in their garage, but you can pick up some really cheap ones for thin materials (that work ok enough for small hobby jobs) for really cheap online (link to Amazon). Alternatively, you could drop a few hundred bucks on a nicer little one.
For bigger stuff, like for working with soffet and fascia on your house, your best bet is to simply go to a tool rental place and pick one up. You can usually rent them fairly inexpensively for a week.
Other Practical Tools
Not everything requires a brake; there are lots of other ways to bend sheet metal, especially if it’s a smaller piece.
One way that I often work with sheet metal for automotive panels is to sandwich 2×4’s in a vise with the workpiece in the middle, then work the metal with a rubber mallet. The nice thing with this is that you can use longer 2×4’s to get extra reach that you wouldn’t get from a vise alone. You also get a nice round fold, since the 2×4’s will have a radius which will transfer to the sheet metal – your bends will actually be nice and strong.
Another thing that you can use are seaming pliers (link to Amazon). They’re really cheap and extremely quick and easy to use for thinner, smaller pieces. Every toolbox should have a pair or two. You can get some really nice, clean bends with these. It’s also easy to just put some masking tape on the jaws instead of your workpiece, so keeping scratches of the metal is more convenient.
Plan Your Bends
I used to work at a helicopter repair shop where I’d be making formed steel tools that were anywhere from 4′ to 12′ long. One time I didn’t plan out my bends, and I ended up not being able to fit the workpiece in the brake for the last bend. That really sucked.
If you’re doing several steep, tight bends, plan out how you’re going to do it first. Make sure that at every stage, the workpiece will be able to fit in whatever tool you’re using.
The easiest way to do this is to just cut off a little strip of metal to use as a test piece. Every time you do a bend, mark the spot with a number. If you can make it to the end without problem, then just follow your own steps.
Either way, there are a few shapes that just aren’t very practical for most bending tools. For example, a deep U-channel with a narrow bottom can be next to impossible without special tools. I’ve done them before by using a piece of flat bar in a hydraulic press and pushing the metal into a slab of hard urethane, but not everyone has access to that.
On alternative that can work in many applications is to simply make it in two pieces and weld them together in the problem area. Every job is different, so there is no rule of thumb – the exhaustive list of principles would be a textbook by itself.
What does work (almost) every time is simply working with that test strip. It’s way better to mess up a 1″ wide offcut that a big sheet of expensive material.
Anyway, there you have it. Those are some of my tips and tricks for working with sheet metal.